




")
")
")
")
")
产品宣传视频
功能介绍
| 序号 | 焊接功能 | 适用焊材 | 适用焊材直径 | 焊接电源 | |
| A | B | ||||
| 1 | 氩弧焊 |
碳钢、不锈钢 焊丝 |
电极直径Φ2.0-Φ4.0 | 有 | 有 |
| 2 | 手工焊 | 低氢焊条 | Φ2.5~Φ5.0mm | 有 | 有 |
| 3 | 气保焊(可配自动焊接系统) | 实心焊丝、管状药芯焊丝 | Φ0.8mm、Φ1.0mm、Φ1.2mm、Φ1.6mm | 有 | 无 |
| 4 | 自保护药芯焊丝半自动焊 |
自保护药芯 焊丝 |
Φ2.0mm | 有 | 无 |
| 5 | 碳弧气刨 | 碳棒 | Φ4.8~Φ6mm | 有 | 无 |
产品特点
◆ 防尘、防沙、防水、防震设计,环境适应性好;
◆ 双焊接电源,一台工作站提供两个焊接输出。
◆ 柴油机驱动,一键式操作,微机监控,自动保护、报警。
◆ 内置焊接数据智能采集系统,可实现焊接施工的远程管理和质量检测控制。该系统将采集的焊接电流、焊接电压等实时数据通过物联网4G 模块或内置WIFI模块进行快速组网,并传输到物联网平台服务器。
◆ 采用高性能DSP芯片进行电源及电弧控制,精确控制溶滴过渡,减小飞溅,产品一致性强。
◆ 良好的人机交互操作液晶界面,方便的一元化调节,并可存储多组工艺参数供调用。
◆ 氩弧焊时最小稳定燃弧电流20A。
◆ 具有提升引弧功能,提升引弧不产生高频电压,没有电磁(干扰)危害。
◆ 内置一元化参数专家数据库系统,只需调整焊接电流一个参数,即可自动匹配最佳的焊接工艺数。
◆ 具有焊接参数范围宽、飞溅极小、电弧稳定、干伸长适应性好的良好焊接体验。
◆ MIG焊时最小焊接电流能达到70A可稳定可靠焊接,电弧能量集中,熔深深。
◆ 慢送丝速度可调,保证起弧成功率;起弧参数可调,保证起弧段参数合适,减少缺陷。
◆ 收弧参数可调,具有收弧去球功能,避免收弧产生焊丝小球、粘丝等风险。
◆ 提供自动焊控制器接口和机器人控制接口,实现全自动焊接。
主要参数
| 焊把 | A | B |
| 额定输出电流/电压 |
40~200A(SMAW) 40~200A(GTAW) 60~400A (Only A) 15-36V |
40~200A(SMAW) 40~200A(GTAW) 15-36V |
| 额定负载持续率 | 60% | |
| 最高空载电压(峰值) | 87V | |
| 电流调节范围 |
40~200A(SMAW) 40~275A(GTAW) 60~400A (Only A) |
40~200A(SMAW) 40~275A(GTAW) |
| 电压调节范围 | 15~35V(CV) | / |
| 辅助电源 | 1×380V/17kVA/50/60Hz | |
| 2×220V/5kVA /50/60Hz | ||
| 发动机型号 | 四缸四冲程、非道路三阶段 | |
| 发动机额定输出功率 | 22kW | |
| 负载油耗 | ≤0.292L/kWh | |
| 排气量 | 2.0L | |
| 冷却方式 | 发动机:水冷 | |
| 环境气温 | -10℃~+40℃ | |
| 海拔高度 | ≤1000m | |
| 防护等级 | IP23 | |
| 绝缘等级 | F | |
| 油箱容量 | 70L | |
| 重量 | 600kg | |
| 外形尺寸(宽×深×高) | 810mm*1700mm*1200mm | |
使用条件
| 名 称 | 相应条件 | 相应指标 | 说明 |
| 空气温度 | 焊接 | -10℃~+40℃ | >+40℃时,负载持续率会有所下降 |
| 储存、运输 | -20℃~+55℃ | ||
| 相对湿度 | 40℃ | ≤60% | |
| 20℃ | ≤95% | ||
| 海拔高度 | ≤1000米 | >1000米, 负载持续率、输出功率会有所下降 | |
| 倾 斜 度 | <5度 |
|
推荐使用润滑机油、冷却液及燃油
| 推荐使用润滑机油 | ||||
| 柴油机品牌型号 | API 维护等级 | 加注容量 | SAE粘度等级 | 适用环境温度 |
| 珀金斯-404D-22G | CF级以上 | (8.9-10.6)L | 15W-40 CF4以上 | -10~-15℃ |
| 10W-30 CF4以上 | -5~-20℃ | |||
| 5W-20 CF4以上 | -25℃以下 | |||
| 推荐使用发动机冷却液 | ||||
| 加注容量 | 3.6L | |||
| 冷却液冰点(℃) | -18±1 | -36±1 | -45±1 | |
| 最低适用温度(℃) | -10 | -26 | -35 | |
焊接系统组成
|
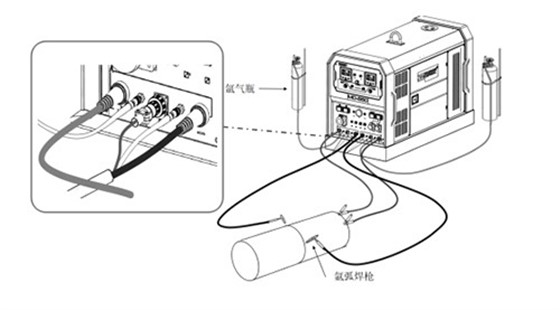
直流氩弧焊焊接系统 由焊接工作站、焊接电缆、氩弧焊枪、气管、氩气减压流量计等组成,系统连接如下所示: |
|
|
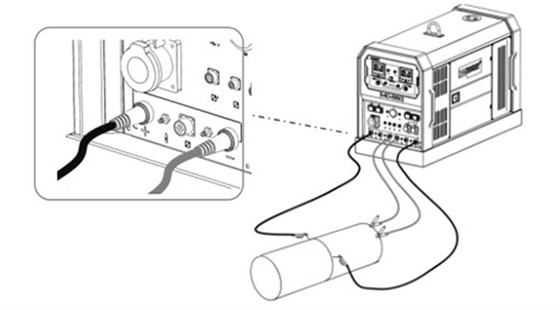
手工电弧焊焊接系统 由焊接工作站、焊接电缆、焊钳等组成,系统连接如图所示: |
|
|
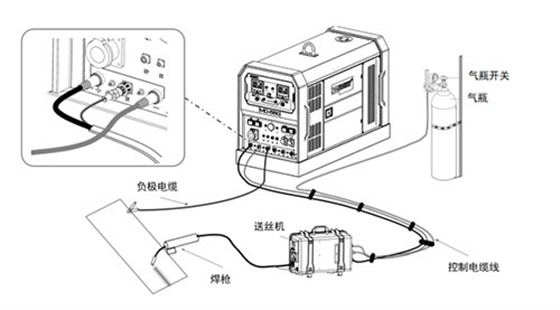
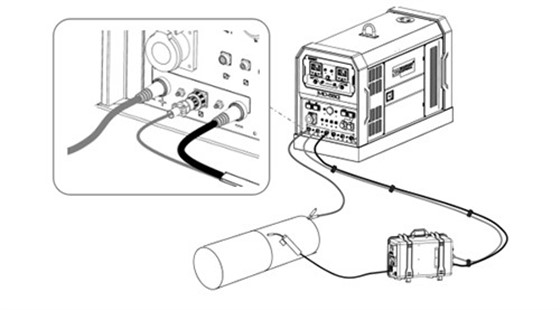
气保焊焊接系统(仅限焊接电源A使用) 由焊接工作站、送丝装置、焊枪、焊接电缆、控制电缆、气管、气体减压流量计等组成,系统的电路、气路连接如图所示。 |
|
|
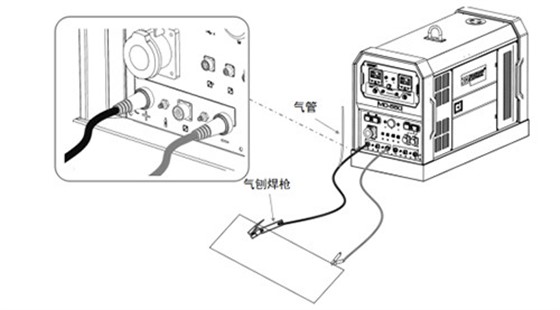
碳弧气刨系统(仅限焊接电源A使用) 由焊接工作站、气刨焊枪、焊接电缆、气管等组成,系统连接如图所示: |
|
|
自保护药芯焊丝半自动焊接系统(仅限焊接电源A使用) 由焊接工作站、送丝装置、焊枪、焊接电缆、控制电缆等组成,系统连接如图所示 |
|
|
全位置管道自动外焊系统(仅限焊接电源A使用) 由焊接工作站、焊接小车A-305、焊接轨道、电源适配器、遥控器、焊接电缆、控制电缆、气管、气体减压流量计等组成,其相应的连接示意图及操作参考熊谷《A-305全位置管道自动外焊系统使用说明书》。 |
|
|
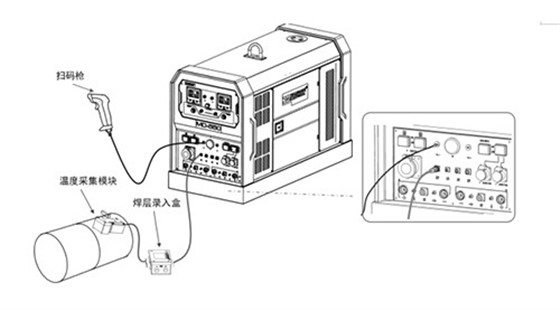
焊接数据采集传输系统(扩展功能) 焊接数据采集传输系统包含数据采集传输模块(内置于焊接工作站焊接电源)、焊层录入盒、温度传感器模块、扫码枪(或用户手机)、控制线等,系统连接如图所示: |
|
焊接工作站辅助电源
◆工作站配有一个三相380V/60Hz、两个单相220V/60Hz的辅助电源输出插座。三相380V插座最大输出电流不能超过26A(约17KW),单相220V插座最大输出电流不能超过10A(2.2KW)。在焊接过程中,禁止使用三相辅助电源(380V)给其它设备供电。
◆在焊接过程中,每个单相输出辅助电源(220V)限用于给1台砂轮机供电。
供货范围(1套)
| 序号 | 名称 | 描述 | 数量 |
| 1 | 柴油机驱动多功能焊接电源 | 标准配置 | 1台 |
| 2 | 氩弧焊附件包 | 标准配置 | 2套 |
| 3 | 药芯焊丝自保护焊配件包 | 标准配置 | 1套 |
| 4 | 送丝装置 | 标准配置 | 1台 |




